6 hazbeteko 8 hazbeteko altzairuzko H habe bero laminatu pertsonalizatua, erresistentzia handiko egiturazkoa





PRODUKTUAREN EKOIZPEN PROZESUA
Kanpoko H formako altzairu estandarraren ekoizpen-prozesuak normalean urrats nagusi hauek ditu:
Lehengaien prestaketa: H formako altzairua ekoizteko lehengaia normalean altzairuzko lingotea da. Altzairuzko lingotea garbitu eta berotu behar da ondorengo prozesatzeko eta moldatzeko.
Laminazio beroaren prozesamendua: Aurrez berotutako altzairuzko lingotea laminazio beroko errotara bidaltzen da prozesatzeko. Laminazio beroko errotan, altzairuzko lingotea hainbat arrabolen bidez laminatzen da eta pixkanaka H itxurako altzairuaren zeharkako sekzioa hartzen da.
Lanketa hotza (aukerakoa): Kasu batzuetan, H formako altzairuaren zehaztasuna eta gainazalaren kalitatea hobetzeko, beroan laminatutako H formako altzairua ere prozesatuko da hotzean, hala nola laminazio hotzean, marrazketan, etab.
Mozketa eta akabera: Laminatu eta hotzean lan egin ondoren, H formako altzairua moztu eta akabatu behar da bezeroaren eskakizunen arabera, tamaina eta luzera eskakizun espezifikoak betetzeko.
Gainazaleko tratamendua: H formako altzairuaren tratamendu garbia eta herdoilaren aurkakoa, produktuaren gainazaleko kalitatea eta korrosioarekiko erresistentzia bermatzeko.
Ikuskapena eta ontziratzea: Egin ekoitzitako H formako altzairuaren kalitate-ikuskapena, itxuraren kalitatea, dimentsio-zehaztasuna, propietate mekanikoak eta abar barne. Proba gainditu ondoren, ontziratu eta bezeroari bidaltzeko prest egongo da.

PRODUKTUAREN TAMAINA
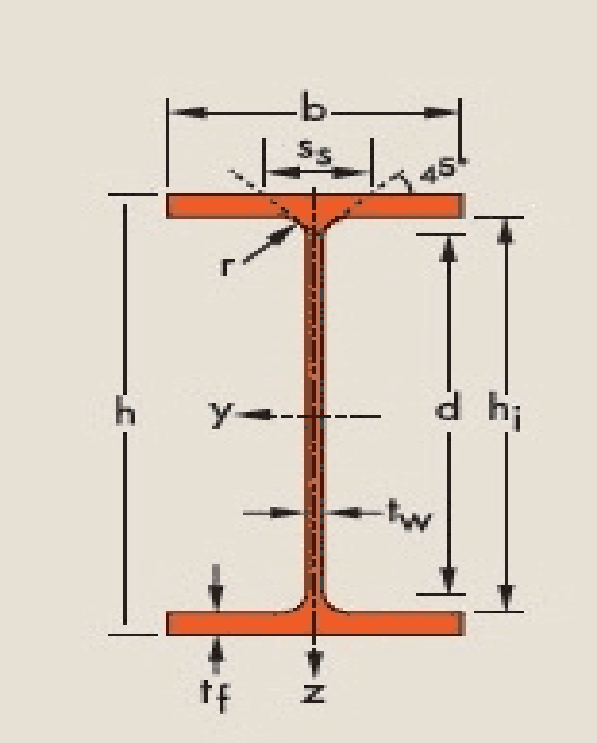
| Izendapena | Unitatea Pisua kg/m²) | Sekzio estandarra handitasun mm | Sekziokoa Ama (cm²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76,4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97,26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18,5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69,8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88,91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112,5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94,58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15,5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20,5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78,9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100,5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16,5 | 27.0 | 133,5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21,5 | 27.0 | 170,9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315,8 | |
| HE360 | AA | 83,7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17,5 | 27.0 | 142,8 | |
| B | 142 | 360.0 | 300.0 | 12,5 | 22,5 | 27.0 | 180,6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318,8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117,7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197,8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325,8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Izendapena | Unitatea Pisua kg/m²) | Sekzio estandarra Dimertsioa (mm) | Atala Eremua (cm²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136,9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197,5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238,6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152,8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15,5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226,5 | |
| B | 212 | 600.0 | 300.0 | 15,5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175,8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190,9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260,5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218,5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285,8 | |
| B | 262 | 800.0 | 300.0 | 17,5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320,5 | |
| B | 291 | 900.0 | 300.0 | 18,5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16,5 | 31.0 | 30.0 | 346,8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
ENew Hampshire-Altzairuzko forma
Maila: EN10034:1997 EN10163-3:2004
Zehaztapena: HEA HEB eta HEM
Araua: EN
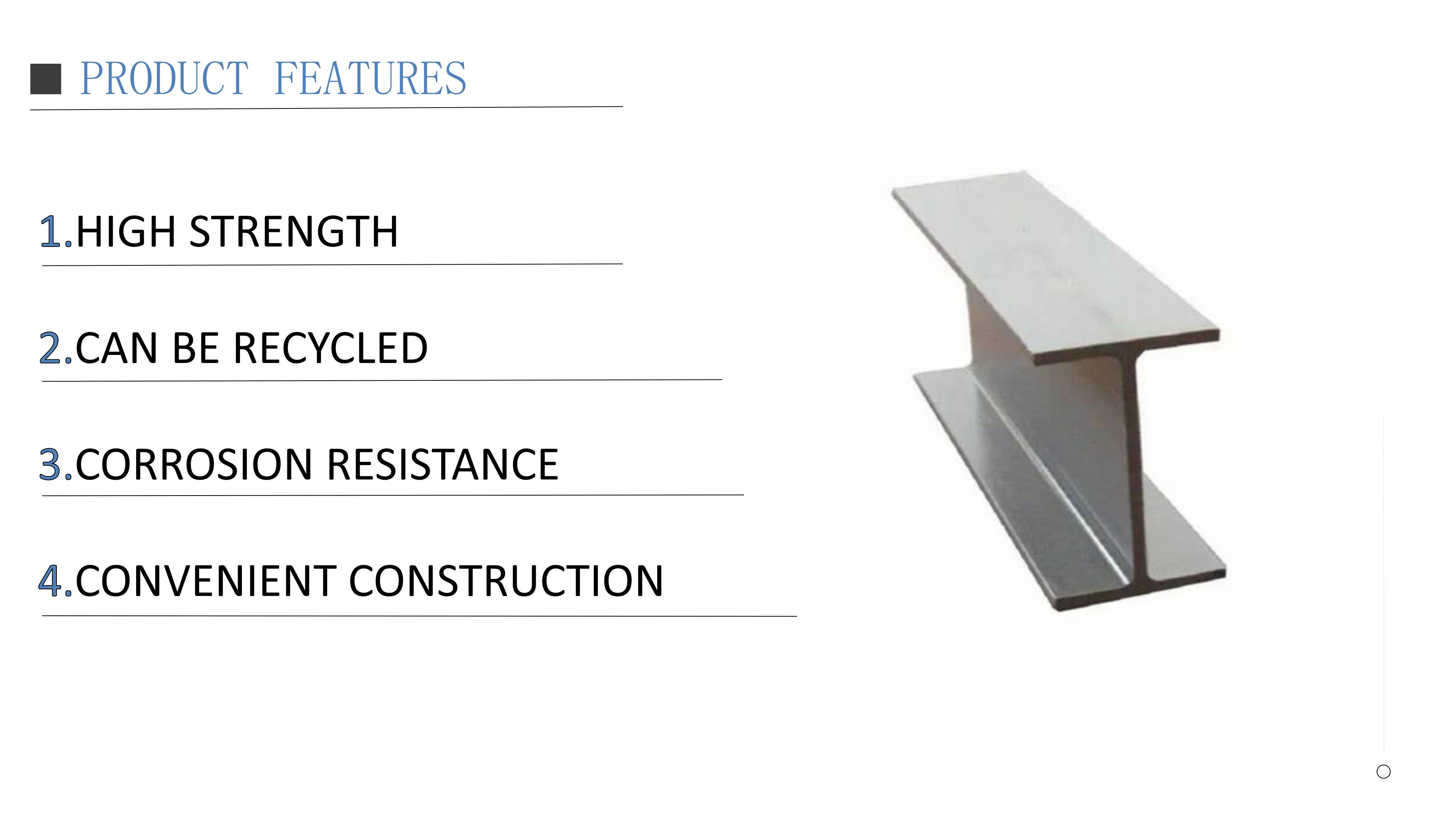
EZAUGARRIAK
1. Ezaugarri mekaniko bikainak
Flexioarekiko erresistentzia handia: Inertzia-momentu (Ix) zeharkako sekzio handiko hegal zabal eta lodiek I habeek baino errendimendu nabarmen handiagoa dute (pisu berdinarekin % 30-50 handiagoa).
Konpresio-egonkortasun bikaina: hegalak sarearekiko perpendikularrak dira, eta horrek tokiko uzkurtze-tentsio kritiko handia sortzen du, eta zutabeen euskarri gisa egokiak bihurtzen ditu.
Zurruntasun Biaxial Orekatua: X eta Y ardatzetako inertzia-momentuak antzekoak dira (adibidez, HM motakoak), eta horrek alboko indarrarekiko erresistentzia bikaina ematen du.
2. Arina eta ekonomikoa
Erresistentzia-pisu erlazio handia: karga-ahalmen bera izanda, ohiko I habeak baino % 15-% 20 arinagoak dira (egitura-kargak eta zimendu-kostuak murriztuz).
Materialen aurrezpena: Zeharkako sekzio-eraginkortasun handiak altzairuaren erabilera murrizten du (adibidez, 30 metroko argia duen fabrika-eraikin baterako, H habeek hormigoi-habeek baino % 40 altzairu gutxiago erabiltzen dute).
3. Eraikuntza erosoa eta eraginkorra
Torlojutze erraza: Brida lauen gainazalak erresistentzia handiko torlojutzea errazten du.
Soldadura murriztua: Osagai estandarizatuak fabrikan aurrefabrikatzen dira, eta horrek muntaketa azkarragoa ahalbidetzen du lantokian (eraikuntza-denbora % 30 murrizten du).
4. Zeharkako zehaztapen oso estandarizatuak
Arau Nazionala (GB/T 11263): HW (brida zabala), HM (brida ertaina) eta HN (brida estua) serieak, 100×100 eta 1000×300 mm arteko neurriak hartzen dituztenak.
Amerikako Araua (ASTM A36): W seriea (adibidez, W12×30) unibertsalki onartua da.
PRODUKTUEN IKUSKAPENA
H formako altzairuaren ikuskapenaren baldintzek honako alderdi hauek hartzen dituzte barne batez ere:
Gainazaleko akatsak
Ez da baimenduta:
0,3 mm baino sakonera handiagoa duten pitzadurak, orbainak edo tolesturak;
Erresistentzian eragina duten herdoil-zuloak (hormaren lodieraren % 5 baino sakonera handiagoa);
Zink estalduraren askapena (korrosioarekiko erresistenteak diren modeloetarako).
Baimendutako akats txikiak:
Tokiko marradurak ≤ 0,2 mm-ko sakoneran;
Zulo-marka azalera ≤ 1 cm²/m².

PRODUKTUAREN APLIKAZIOA
Kanpoko H habe estandarrak eraikuntza eta ingeniaritza arloetan asko erabiltzen dira, besteak beste, alderdi hauetan:
Egitura-ingeniaritza, zubi-ingeniaritza, makineria-fabrikazioa, ontzigintza, altzairuzko egitura-eraikuntza,

ONTZIAK ETA BIDALKETA
Kanpoko H habe estandarren ontziratzeak eta garraioak normalean urrats hauek jarraitu behar ditu:
Ontziratzea: H formako altzairua normalean bezeroaren eskakizunen arabera ontziratzen da, gainazala kalteetatik babesteko. Ontziratzeko metodo ohikoenen artean daude ontzi biluziak, egurrezko paletak, plastikozko ontziak, etab. Ontziratzerakoan, ziurtatu behar da H formako altzairuaren gainazala ez dela urratuko edo korrodituko.
Etiketatzea: Produktuaren informazio argia markatu ontzian, hala nola modeloa, zehaztapena, kantitatea, etab., identifikazioa eta kudeaketa errazteko.
Kargatzea: H formako altzairu ontziratua kargatzean eta garraiatzean, ziurtatu behar da ez dela talkarik edo estrusiorik egongo kargatzeko prozesuan, produktuaren kalteak saihesteko.
Garraioa: Aukeratu garraio tresna egokiak, hala nola kamioiak, trenbide garraioa, etab., eta aukeratu garraio metodo egokia bezeroaren beharren eta garraio distantziaren arabera.
Deskargatzea: Helmugara iritsi ondoren, deskargatzeko eragiketa kontu handiz egin behar da H formako altzairua kaltetu ez dadin.
Biltegiratzea: H formako altzairua biltegi lehor eta aireztatu batean gorde, hezetasuna edo bestelako ondorio kaltegarriak saihesteko.

ENPRESAREN INDARRA

Maiz egiten diren galderak
1. Nola lor dezaket aurrekontua zuregandik?
Mezua utzi diezagukezu, eta mezu bakoitza garaiz erantzungo dizugu.
2. Salgaiak garaiz entregatuko dituzu?
Bai, kalitate goreneko produktuak eta garaiz entregatzea agintzen dugu. Zintzotasuna da gure enpresaren printzipioa.
3. Eskaera egin aurretik laginak lor ditzaket?
Bai, noski. Normalean gure laginak doakoak dira, zure laginen edo marrazki teknikoen arabera ekoiztu ditzakegu.
4. Zein dira zure ordainketa-baldintzak?
Gure ohiko ordainketa-epea % 30eko gordailua da, eta gainerakoa B/L-ren aurka. EXW, FOB, CFR, CIF.
5. Hirugarrenen ikuskapena onartzen al duzu?
Bai, guztiz onartzen dugu.
6. Nola fidatzen gara zure enpresan?
Urteak daramatzagu altzairu negozioan espezializatuta urrezko hornitzaile gisa, egoitza nagusia Tianjin probintzian dugu, ongi etorriak dira edozein modutan ikertzera, edozein modutan.
Produktuen kategoriak
-

Q195 Q235 Q345 Altzairuzko Malguki Laua Altzairuzko Barra Laua...
-

Galbanizatuzko soldatutako Heb habe handizkako H atala ...
-

Q345 fabrikazioa hotzean laminatutako galbanizatutako C kanala ...
-

Txinako galbanizatutako hodi karratua karbono altzairuzkoa ...
-

Beroan murgildutako galbanizatutako erresistentzia handiko RMC hodi se...
-

Aurrez margotutako altzairu galbanizatuzko bobinak PPGI aurre-pintura...